





Hydraulic Clamping System V.S. Magnetic Clamping System
In recent years, more and more people have been discussing Magnetic Clamping System. It is believed that the Magnetic Clamping System will replace the hydraulic clamp system in the future. SANDSUN is selling these two products. Here we will focus on the following to compare with an objective point, so that everyone can more understand the quick mold change system:
-
Price:
The hydraulic system has a great advantage. If the Magnetic Clamping System is used in large machine, the magnetic force is large and the relative magnetic core are also more. Therefore, the price is much more than hydraulic system, but if the machine is smaller (such as injection machine under 100T), the price difference between hydraulic system and magnetic clamping system is not too much.
-
Working Temperature:
The hydraulic system is use for resistant to temperature of 80°C, and high temperature resistant of die clamp can also be selected which can withstand temperature to 160°C. There are three model of temperature resistance options for the Magnetic Clamping System: 120℃, 150℃ and 180℃. No matter the working temperature of hydraulic system or magnetic clamp system that you can choice high temperature resistance. If the working temperature over 180℃ will not suitable for quick mold change system.
-
Mold specifications:
The thickness of platen needs to be standardized and there are some restrictions if there is a concave type of mold. Although the magnetic clamping system doesn’t need to standardized of thickness of platen, it is necessary to specify the maximum and minimum mold size to be used by this machine when planning. Also need to be paid attention to the flatness of the mold.
-
Applicable of machine:
The hydraulic system can be applied to injection machines, press, hydraulic press and die casting machine. The magnetic clamp system can be applied to injection machine, press and hydraulic, and die casting machine are less suitable for use due to the production environment and mold factors.
-
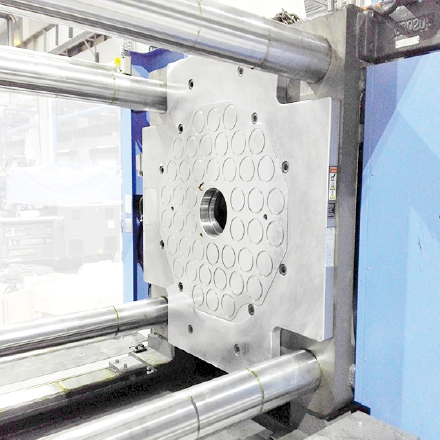
Machine specification:
It is recommended to use a hydraulic system with a T-slot on the platform of the machine, which is more convenient and unlimited in use; and the hydraulic system can be used without change the original specification of the machine. When you use magnetic clamp system even no T-slot on the platen, it can be used as long as there are screw holes. But the nozzle and ejector rod must be lengthened, and the mold opening stroke will be reduced around 70 -92㎜. It’s the limit of using magnetic clamping system.
-
Maintenance:
The hydraulic system is more convenient in maintenance and can be replaced with spare parts, which does not affect the production. If the magnetic clamping system needs to be repaired, it is more inconvenient for our service engineers to repair it on site. But the probability of failure of the magnetic clamping system is lower than that of the hydraulic system.
-
Troubleshooting:
When the hydraulic system fails, the customer can change back to the traditional screw to lock the mold without affecting production. Conversely, if the magnetic system is damaged or malfunctioning, the magnetic plate must be removed before the traditional screw can be used.
-
Clamping time:
The clamping time of the hydraulic system is about 60 seconds. The magnetic clamping system only needs 0.5-3 seconds to adsorb the mold.
-
Clean room applications:
Hydraulic system is not suitable for clean rooms because it will cause oil. The magnetic clamping system will not have oil and dust, which can meet the needs of clean rooms.
-
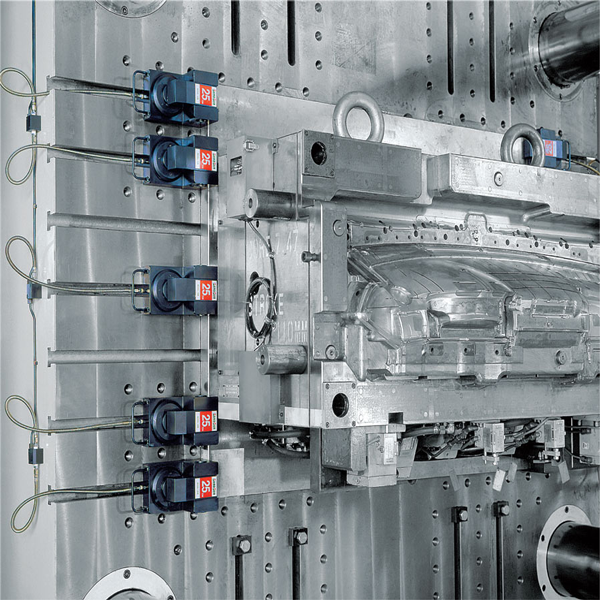
Convenience of operational:
When you using the manual die clamp system, you need to go to the back of the machine to push in or pull out, which is more inconvenient to use. But magnetic system only need standing in front of the machines as long as operate a button, then the mold cab be adsorbed completed.
-
Installation time:
As the hydraulic system needs to be installed with steel pipes and wires, so that spend a lot of time for installation. When you install magnetic clamping system, you only need to install wires then installation time will be shorter.
| Compare Items | Quick Mold/Die Change System | Magnetic Clamping System |
| Price | Lower | Higher |
| Working Temperature |
Standard:80℃
High temperature resistance:160℃
|
120/150/180℃ |
| Mold Specification | The thickness of platen (H)needs to be standardized | The thickness of platen (H)“NO needs" to be standardized |
| Concave type of mold need to be matched with concave type of die clamp | Unlimited of concave type of mold | |
| Mold size can be used as long as it is on the T-slot | The size of the mold must be specified in advance, and all molds within the range can be used | |
| Unrestricted flatness of mold back base | The flatness of the mold back base needs to be standardized | |
| Applicable Of Machine |
Injection Molding Machine: Available
Press/Hydraulic Press: Available
Die Casting Machine: Available
|
Injection Molding Machine: Available
Press/Hydraulic Press: Available
Die Casting Machine: Unavailable
|
| Machine Specification | The platen needs to have a T-slot to place the hydraulic clamp | It can be used on platen without T-slots |
| Keeps the original mold opening stroke |
Under 200T: 70mm reduction in stroke
Over 250T: 92mm reduction in stroke
|
|
| Keeps the original nozzle specification | Lengthen of the nozzle | |
| Keeps the original ejector specifications of machine | The ejector of the injection machine needs to be lengthened | |
| Maintenance | Easier: It can be replaced with spare parts, and the repaired parts are sent back to SANDSUN for repair | Difficulty: Must be repaired on site |
| Troubleshooting | Easier: Customer can change back to the traditional screw to lock the mold | Difficulty: Need to removed the magnetic plate before the traditional screw can be used. |
| Clamping Time | 30-60 seconds | 0.5-3 seconds |
| Clean Room Applications | Unavailable: There will be oil in the hydraulic system | Available: No dust |
| Convenience Of Operational | Acceptable: When using the die clamp system, you need to go to the back of the machine to push in/pull out the die clamp | Easier: Only need standing in front of the machines as long as operate a button |
| Installation Time | Longer: Needs to installed with steel pipes and wires | Shorter: Only need install wires and setting signal contact |