





油壓夾具快速換模 VS 磁力快速換模
磁力快速換模系統近幾年越來越多人在討論,認為磁力快速換模最終將取代油壓夾具快速換模,山田順此兩項產品皆有販售,在此我們將針對以下幾個方面來進行比較,並提出客觀的觀點,讓大家更了解快速換模系統:
-
價格:
以價格來說,油壓系統是有較大的優勢。尤其是在大型機台,磁力系統所需的磁力較大,相對的磁極也較多,故價格上是比油壓系統多出許多,但是如果機台較小(如100T以下的射出機),油壓系統跟磁力系統的價差就沒有太多。
-
工作溫度:
油壓系統正常的耐溫為攝氏80度,亦可選配耐高溫型夾具,可以耐溫到攝氏160度。磁力快速換模有三種耐溫度可選擇,攝氏120度、150度、180度。工作溫度不管油壓系統還是磁力系統都可以有耐高溫的選擇,但超過攝氏180度的工作溫度就不適合使用快速換模系統。
-
模具使用規範:
使用油壓系統模具的底板後度需要統一,如果有凹入式的模具也會有些限制。磁力系統雖然不用統一模板厚度,但是規畫時需要把此機台要使用的最大及最小模具尺寸規範出來,以及模具底板的平整度也需要注意。
-
適用機台種類:
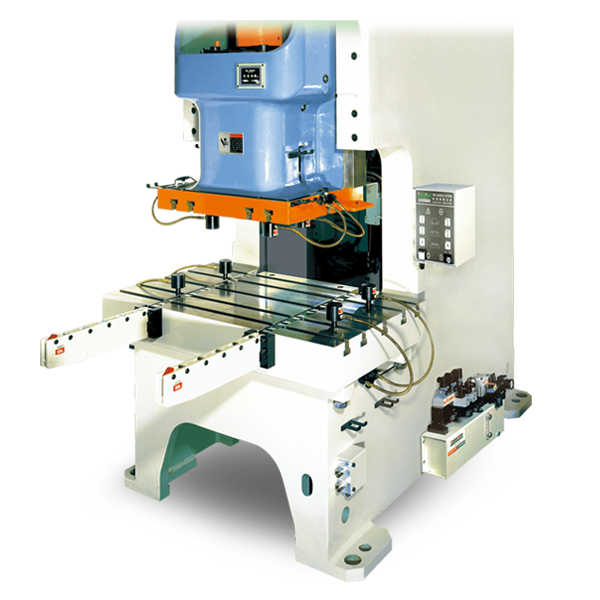
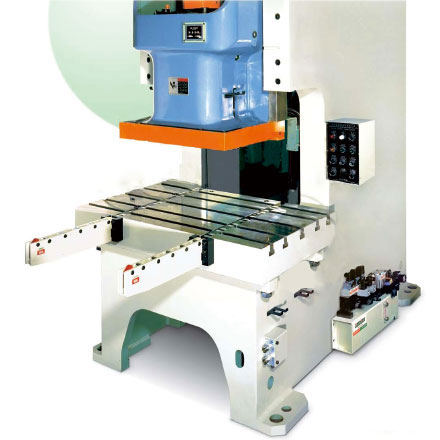
油壓系統可以適用射出機、沖床/油壓機、壓鑄機。磁力系統可以適用射出機、沖床/油壓機,壓鑄機因為生產環境以及模具因素較不適合使用。
-
機台使用規範:
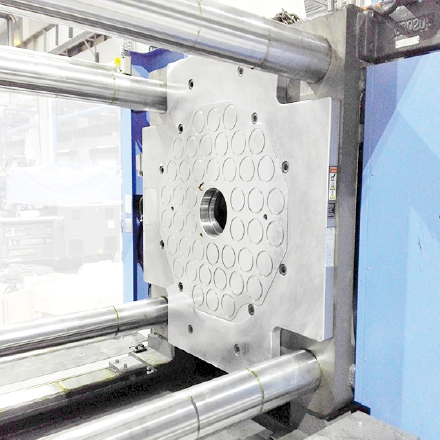
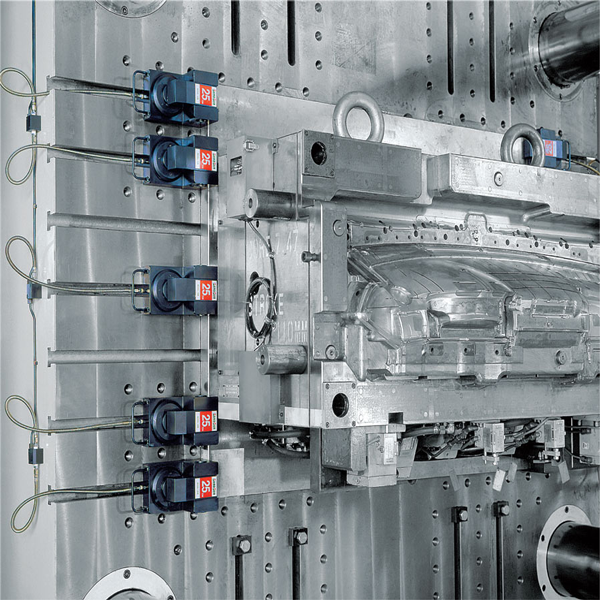
使用油壓系統建議機台台盤上需有T型槽,使用上較方便也較無限制;且無須修改機台原有的規格就可以使用油壓系統。磁力系統即使機台台盤沒有T型槽,只要有螺絲孔就可以使用;但是若使用磁力系統,原本機台的規格:像是射嘴及頂料桿都須加長、開模行程會減少70-92mm,都是使用磁力的限制。
-
維修便利性:
油壓系統在維修上較方便,且可用備品替換,較不影響機台生產時間。磁力系統若需維修,需要我們服務人員現場維修較不便利。但是磁力系統故障的機率比油壓系統較低。
-
故障排除難易度:
油壓系統故障排除較簡易,客戶可以改回原本的螺絲進行鎖模,不會影響生產。反之,磁力系統如果是磁盤損壞或故障,就必須整片磁盤拆下才可使用原本的螺絲鎖模。
-
夾模時間:
油壓系統的夾模時間約60秒。磁力系統只需要0.5-3秒即可將模具吸附。
-
無塵室應用:
油壓系統因為會產生油氣,故不適合用在無塵室。磁力系統不會有油氣及粉塵,可以符合無塵室的需求。
-
操作方便性:
油壓系統如果是使用手推夾具,使用上較不方便,因為要跑到機台後方推入夾具後,才可以進行夾模。磁力系統只要站在機台前方一個按鍵的操作,就可以把模具吸附完成。
-
安裝工時:
油壓系統由於需要配置鋼管及拉電器線路,故安裝工時較長。磁力系統僅需配置電器線路故安裝時間較短。
| 比較項目 | 油壓快速換模 | 磁力快速換模 |
| 價格 | 低 | 高 |
| 工作溫度 | 標準:80度C 耐高溫:160度C | 120/150/180度C 三種選擇 |
| 模具規範 | 模具背板厚度需統一 | 無須統一背板厚度 |
| 凹入式模具有限制 | 凹入式模具無限制 | |
| 只要模具有蓋過台盤上T型槽皆可使用 | 模具大小需事先規範,於範圍內的模具都可使用 | |
| 模具底板平整度較無限制 | 模具底板平整度需規範 | |
| 適用機台種類 |
射出機: 可
沖床/油壓機: 可
壓鑄機: 可
|
射出機: 可
沖床/油壓機: 可
壓鑄機: 不可
|
| 機台規範 | 機台台盤要加工T型槽放置油壓夾具 | 可使用在無T型槽的台盤上 |
| 維持原有機台開模行程 |
200T以下: 行程減少70mm
250T以上: 行程減少92mm
|
|
| 維持原有機台射嘴規格 | 射嘴需加長 | |
| 維持原有機台頂料桿規格 | 射出機頂料桿需加長 | |
| 維修便利性 | 易: 可用備品替換,維修品再寄回山田順維修 | 難: 山田順須派員至現場維修 |
| 產品故障排除難易 | 易: 可直接改用傳統螺絲壓板夾持 | 難: 須把整塊磁盤拆下才可使用傳統螺絲壓板 |
| 模具夾持時間 | 長: 30-60秒 | 短: 0.5-3秒 |
| 無塵室應用 | 不可: 油壓系統會有油氣 | 可: 不會產生粉塵 |
| 操作方便性 | 尚可: 鬆夾模時,需要繞到機台後方推入/拉出夾具 | 易: 於機台前側即可操作鬆夾模 |
| 安裝工時 | 長: 需要配鋼管及拉電源訊號線路,安裝工時較長 | 短: 只需拉電源及訊號線路,安裝工時較短 |